
It’s been a while since we blogged about something that’s just pure, unabashed, experimental geekery. As proud as we are of our products and as much as we love sharing them with you, we’re also tinkerers at heart. With this in mind, this blog post is about taking one of our established products (Scaffold) and pushing it to see what it’s capable of.
Why?
You may be asking why are E3D playing are messing around with composites - they’re not our usual area of expertise. There are multiple reasons, aside from the obvious facts that composite parts are incredibly cool and we’re insatiably curious:
- Composite molds are typically CNC machined, an industrial process which very few people have access to. 3D printing is all about accessibility, so our hope is that if we can 3D print our molds on a simple, single-extruder printer then it will make the process more accessible to the homegamer.
- Scaffold has the capability of being used as a soluble mold for plastic, allowing the creation of create complex part geometries in a single layup that would be very difficult to achieve any other way.
- In addition there’s the possibility of using multi-material prints with Scaffold to make composite parts that also have embedded functional components or even mechanisms.
- Lastly (and most importantly) composites are the bacon of engineering materials - who couldn’t love ultra-strong, ultra-lightweight, stealth-fighter-looking components?
What we did
We tried several different methods for making carbon fibre parts from printed scaffold molds. For those wanting to give this a go, there is some advice and links to helpful stuff at the end. But it’s important to note that this is very much a work in progress proof of concept, and we are far from composite experts. The following is our exploratory research and should by no means be considered the last word in this technique - in fact we hope that we inspire others to take this further!
Moulding
Starting simply, we made positive moulds consisting of just a Scaffold core, over which we laid 2 layers of carbon fiber pre-impregnated with resin. We chose a a wing section for our first tests to make the printing and layup process as simple as possible. We followed the basic lay-up for vacuum bagging: prepreg, release ply, breather, vac bag (essentially this kit). As compositing was something that was new to us we followed a tutorial, and the whole process was honestly pretty straightforward.

The pre-layup mould.
We did diverge slightly from the instructions (we’re engineers, we have trouble following manuals) and used a small 12V piston pump which we got for less than £15 from Amazon, rather than buying an expensive composites vacuum pump. We also didn’t pull vacuum while oven-curing the part as this would have required a vac oven and we wanted to see what was possible from a process that most people could do at home.
We cured the part at 60°C for 10 hours as we were worried about the Scaffold mold softening with higher temperatures and compressing due to the vacuum. After curing we simply removed all the bagging materials and left the part sitting in warm water overnight to remove the Scaffold, with a light scrubbing the next morning to remove any remaining bits of support filament.

After removing the mould.
As you can see the results were fairly good, with the geometry coming out accurately. The surface finish left a little to be desired, but on the other hand this is what the part looked like straight after cleaning, as with any composite part you would need to sand it down and apply a layer of epoxy to get an nice gloss finish.
Obviously we are not the first to have done something like this and certainly not the best, however we wanted to see for ourselves what you could achieve with essentially no prior experience with composites. It’s pretty clear that you should be able to get good results for simple things such as wings for RC planes using this method and with a bit of sanding and epoxy they should look fairly nice as well.
Realizing our lack of experience in composites and knowing some people who have both 3D printers and excellent composites skills we sent some Scaffold over to them, and what we got back was pretty impressive.

Professional vacuum-sealing for the vase object.
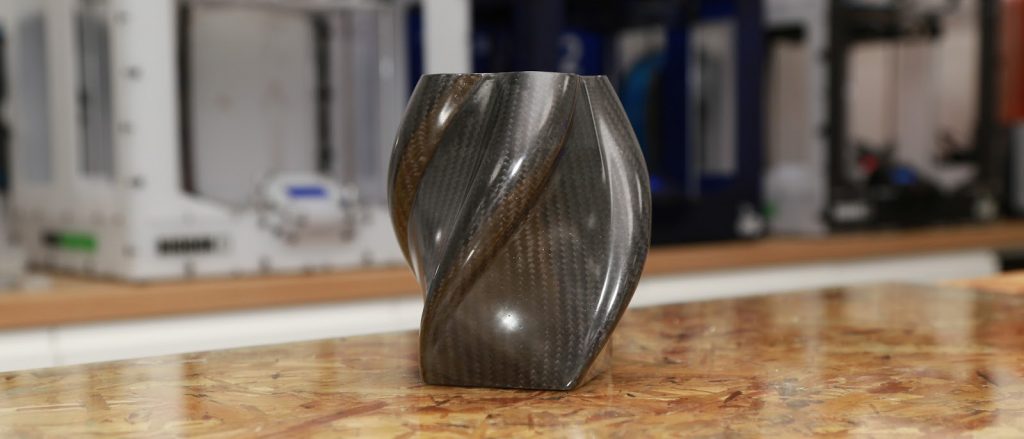
They sent us back images of a twisted vase-like object as a capability demonstrator piece (see the top of this page). Producing it would have normally have required a 6-part machined mold. Our sources estimated that the mold would have cost thousands and taken weeks to be made.
They also mentioned that being able to use simple tap water instead of aggressive and potentially nasty solvents to dissolve the material was a big bonus. While it is possible to make cores by hand by carving and sanding polymer foams, the results are not only less accurate than printed parts, but also have to be dissolved away using nasty solvents that require industrial disposal.

A smooth, complex thing.
Dual print with functional parts
Back at E3D headquarters, we were really excited by the success we had had with the simple wing part, especially because it was essentially done with a standard printer and a normal oven, meaning that pretty much anyone with a bog standard printer could have done it.

The part design.
So following on from this we decided to try something insane, awesome, and in hindsight a little bit overly complex. The part we decided to make was actually comprised of 3 parts in 1. We decided to print a Y-branched pipe with a valve (because it was looked like a cool test piece). The body of the pipe was printed in Scaffold and the valve was pre-assembled and embedded from carbon nylon.

A printed two-material model.
So far so good! As you can see it printed out rather nicely. We decided to try out a different composite technique, using dry fabric and separate resin as we thought this would get around the tight curves more easily. As an added bonus, it also wouldn’t require an oven cure.
We vacuum-bagged it the same as before and left it to cure at room temperature for 24hrs. We then demolded and removed the Scaffold in the same way as well.

The result.
Oh dear. As you can see the results weren’t quite as good, to put it kindly. To put it less kindly, it looked like children’s papier maché done in carbon fiber. It did, however, provide a lot of useful insights which we’re happy to pass on:
- Separate dry fabric and resin is difficult to work with and is probably not suitable for newbies, so sticking to pre-preg is probably your best bet.
- We reduced the mold wall thickness as we were less worried about buckling given that we were curing at room temperature. The open ends of the pipe seem to have buckled so obviously this was misplaced confidence. In the first test we used a 3mm wall thickness and did not have issue so would recommend that as a minimum.
- The amount of resin flow for this type of layup is surprisingly high and we found that some resin got through small cracks between layers and made some epoxy spaghetti inside the pipe. For later tests we coated the Scaffold with PVA glue to seal it up and found that the problem did not reoccur.
Separate Assembled Parts
We decided to tone it down a bit and go for something simpler, going back to printing wing sections but this time gluing in additional solid prints to be embedded in the carbon fiber part. The rationale being that this would only require a single material printer, that the prints are less challenging, that the total size of the component could be bigger than the printer's build volume, and that you could still have embedded functional elements like the dual extrusion method above.
In this test we made some ribs for the wings out of PC-ABS and glued them together with the Scaffold parts using PVA glue, which should also dissolve away during clean up along with the Scaffold. As with the first wing section we used pre-preg, vac bagging and oven curing.

The result.
This had good success, with the PC-ABS parts bonding really well to the carbon fiber, there were also some further learnings:
- We bumped the temperature up to 70deg C to see if we could get a quicker cure, this led to some minor schlumping of the Scaffold portions, it seems the 60 deg C is the limit for oven curing with Scaffold.
- Adding the ribs massively reduced the size of the openings into the wing slowing the dissolution of the Scaffold during the post-processing. To get round this we used a Kraken pump to pass water down a tube and through a printed nozzle doucher thing inserted into the piece and thus irrigate the inside of the part and remove the Scaffold faster.
Learnings and Advice
As you can see we tried several different things, for those ambitious souls thinking of giving this type of composite manufacture a crack, here is some advice and links to other resources. We’re excited to see what you create:
- We used Easy Composites UK for our composite supplies, they have a good range of stuff but more importantly have some outstanding video tutorials for working with composites which we’d really recommend looking at if you want to try this.
- We recommend using pre-preg materials as they are the easiest to work with, however if you are going to use a Scaffold mold you will need to use a low curing temperature (60 deg C) to avoid softening. Alternatively you can use separate fabric and resin and cure at room temperature to avoid having to using an oven altogether. We used these products:
- Using a vacuum bag will give stronger parts, if doing so ensure that the mold is strong enough to cope with the pressures, for Scaffold this equated to a perimeter wall thickness of 3mm and 20% infill.
- If using a Scaffold model, coat the it with a light layer of PVA glue before use to prevent the resin seeping into any cracks between layers.
- Scaffold will usually dissolve away from the finished part easily, however if there are large internal volumes with little means for the Scaffold egress, then clean up can become a bit time consuming. You can use a Kraken water cooling pump, tubing and this printed part, to agitate the water and increase the rate of dissolution.